0 |
|---|
НОВОСТИ
27.09.2010 Наш сайт сменил дизайн
Надеемся он стал более удобным для Вас
04.12.2006 Изменение телефонов
ВНИМАНИЕ! С 25 по 29 декабря 2006 года наши телефоны изменятся на (846) 332-65-65, 332-65-64, 332-65-80
19.10.2006 Доступны некоторые ГОСТы
В разделе Справочник размещена подборка из некоторых ГОСТов имеющих отношение к металлопрокату и сварке.
ГОСТ 2601-84 - Сварка металлов. Термины и определения основных понятий.
СМОТРИТЕ ТАКЖЕ

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА МЕТАЛЛОВ
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ОСНОВНЫХ ПОНЯТИЙ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА МЕТАЛЛОВ Термины и определения основных понятий Welding of metals. | ГОСТ |
Дата введения 01.01.93
Настоящий стандарт устанавливает применяемые о науке, технике и производстве термины и определения основных понятий в области сварки металлов.
Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической учебной и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены «Ндп».
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных, краткие формы, которые разрешается применять в случаях, исключающих возможность их различного толкования.
Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
В стандарте в качестве справочных приведены иностранные эквиваленты стандартизованных терминов на немецком (D), английском (Е) и французском (F) языках.
Для отдельных стандартизированных терминов в качестве справочных приведены поясняющие эскизы.
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке и их иностранных эквивалентов.
Стандартизованные термины набраны полужирным шрифтом, их краткая форма-светлым, а недопустимые синонимы-курсивом.
(Измененная редакция, Изм. № 1, 2).
Термин Определение
1. Сварка Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании
D. Schweissen
Е. Welding
F. Soudage
ВИДЫ СВАРКИ
2. Ручная сварка Сварка, выполняемая человеком с помощью инструмента, получающего энергию от специального источника
D. Handschweissen;
Manuelles Schweissen
Е. Manual welding;
Hand welding
F. Soudage manuеl
3. Механизированная сварка Сварка, выполняемая с применением машин и механизмов, управляемых человеком
D. Mechanisiertes Schweissen;
Maschinelles Schweissen
Е. Mechanized welding
F. Soudage automatique
4. Автоматическая сварка Сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека
D. Automatisches Schweissen;
Vollautomatisches Schweissen
Е. Automatic welding
F. Soudage automatique
5. Сварка плавлением Сварка, осуществляемая местным сплавлением соединяемых частей без приложения давления
D. Schmelzschweissen
Е. Fusion welding
F. Soudage par fusion
6. Наплавка Нанесение посредством сварки плавлением слоя металла на поверхность изделия
D. Auftragsschweissen
Е. Surfacing; Bulding-up welding; Overlaying
F. Rechargement Deposition
7. Дуговая сварка Сварка плавлением, при которой нагрев осуществляется электрической дугой
D. Lichlbogenschweissen
Е. Arc welding
F. Soudage àl’arc
8. Дуговая сварка плавящимся электродом Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом
Сварка плавящимся электродом
D. Lichtbogenschweissen mit abschmelzender Elektrode; Schweissen mit abschmel-zender Elektrode
Е. Consumable electrode arc welding; MIG-welding; MAG-welding
F. Soudage à l’arc avec electrode consumable; Sondage MIG (MAG)
9. Дуговая сварка неплавящимся электродом Дуговая сварка, выполняемая нерасплавляющимся при сварке электродом
Сварка неплавящимся электродом
D. Schweissen mit nichtabschmelzender Elektrode
Е. Non-consumable electrode arc welding; TIG-welding
F. Soudage à l’arc avec electrode non consumable; Soudage TIG
10. Дуговая сварка под флюсом Дуговая сварка, при которой дуга горит под слоем сварочного флюса
Сваркаподфлюсом
D. Unterpulverlichtbogenschweissen; Unterpulverschweissen; UP-Schweissen
Е. Submerged arc welding
F. Soudage à l’arc sous flux solide
11. Дуговая сварка в защитном газе Дуговая сварка, при которой дуга и расплавляемый металл, а в некоторых случаях, и остывающий шов, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств
Сварка в защитном газе
Ндн. Газоэлектрическая сварка
D. Schutzgaslichtbogen-schweissen; Schutzgasschweissen
Е. Gas-shielded arc welding
F Soudage à l’arc sous protection gazeuse
12. Аргонодуговая сварка Дуговая сварка, при которой в качестве защитного газа используется аргон
D. Argon-Lichtbogenschweissen; Argonarc-Schweissen
E. Argon-arc welding
F. Precédé argonarc; Soudage à l’arc sous argon; Soudage à l’argonarc
13. Дуговая сварка в углекислом газе Дуговая сварка, при которой в качестве защитного используется углекислый газ
Сварка в углекислом газе
D. CO2-Schutzgasschweissen; CO2-Schwcissen
E. СО2-welding
F. Soudage CO2
14. Подводная дуговая сварка -
Подводная сварка
Ндп. Дуговая сварка под водой
D. Lichlbogenschweissen unter Wasser; Unterwasserschweissen
E. Underwater arc welding
F. Soudage à l’arc sous l’eau
15. Импульсно-дуговая сварка Дуговая сварка, при которой дугу дополнительно питают импульсами тока по заданной программе
D. Impulslichtbogenschweissen
E. Pulsed arc welding
F. Soudage à courant pulsé; Soudage par impulsions
16. Ручная дуговая сварка Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную
D. Handlichbogenschweissen; Lichtbogenhandschweissen; Lichlbogenschweissen von Hand; E-Handschweissen; Manuelles Lichtbogenschweissen
E. Manual arc welding; Hand arc welding
F. Soudage à l’arc manuel
17. Механизированная дуговая сварка Дуговая сварка, при которой подача плавящегося электрода или присадочного металла, или относительное перемещение дуги и изделия выполняются с помощью механизмов
Ндп. Полуавтоматическая дуговая сварка
D. Mechanisiertes Lichtbogenschweissen
E. Mechanized arc welding
F. Soudage mécanisé à l’arc
18. Автоматическая дуговая сварка Механизированная дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия человека, в том числе и по заданной программе
D. Aulomatisches Lichbogenschweissen
E. Automatic arc welding
F. Soudage automatique à l’arc
19. Двухдуговая сварка Дуговая сварка, при которой нагрев осуществляется одновременно двумя дугами с раздельным питанием их током
D. Zweilichtbogenschweissen Doppellichtbogenschweissen
E. Twin-arc welding
F. Soudage à double arc; Soudage à deux arcs
20. Многодуговая сварка Дуговая сварка, при которой нагрев осуществляется одновременно более чем двумя дугами с раздельным питанием их током
D. Mehrfachlichtbogenschweissen
E. Multi-arc welding
F. Soudage à arcs multiples
21. Двухэлектродная сварка Дуговая сварка, при которой нагрев осуществляется одновременно двумя электродами с общим подводом сварочного тока
Ндп. Сварка расщепленным электродом
D. Zweilektrodenschweissen; Schweissen mit Zwillingselektrode; Schweissen mit Doppelelektrode
E. Two-electrode welding
F. Sondagc à deux électrodes
22. Многоэлектродная сварка Дуговая сварка, при которой нагрев осуществляется одновременно более чем двумя электродами с общим подводом сварочного тока
D. Mehrdrahtschweissen; Schweissen mit Mehrfachelektrode Multi-electrode
E. Multi-electrode welding
F. Soudage avcc électrodes multiples
23. Дуговая сварка по флюсу Дуговая сварка, при которой на свариваемые кромки наносится слой флюса, толщина которого меньше дугового промежутка
Сваркапофлюсу
D. Schweissen mit Pulverzugabe
E. Semi-submerged arc welding
F. Soudage avec addition de flux
24. Точечная дуговая сварка Дуговая сварка без перемещения электрода в плоскости, перпендикулярной его оси, в виде отдельных точек
D. Lichtbogenpunktschweissen
E. Arc spot welding
F. Soudage par points à l’arc
25. Вибродуговая сварка Дуговая сварка плавящимся электродом, который вибрирует, вследствие чего дуговые разряды чередуются с короткими замыканиями
D. Lichtbogenschweissen mit vibrierender Elektrode
E. Vibrating electrode arc welding
F. Soudage à l’arc avec electrode vibratoire
26. Сварка лежачим электродом Дуговая сварка, при которой неподвижный покрытый электрод укладывается вдоль спариваемых кромок, а дуга перемещается по мере расплавления электрода
D. Schweissen mit liegen der Elektrode; Unterschienenschweissen; EHV-Schweissen
E. Firecracker welding; EHV-welding
F. Soudage avec électrode coucheé
27. Сварка наклонным электродом Дуговая сварка, при которой покрытый электрод располагается наклонно вдоль свариваемых кромок, опираясь на них, и по мере расплавления движется под действием силы тяжести или пружины, а дуга перемещается вдоль шва
Ндп. Гравитационная сварка
D. Schwehrkraftschweissen
E. Gravity welding
F. Soudage par gravite
28. Плазменная сварка Сварка плавлением, при которой нагрев проводится сжатой дугой
Ндп. Сварка плазменной дугой
Плазменнодуговая сварка
D. Plasmaschweissen
E. Plasma-arc welding
F. Soudage au plasma d’arc (à l’arc plasma); Soudage au plasma
29. Электрошлаковая сварка Сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак
Шлаковаясварка
D. Elektroschlackeschweissen; ES-Schweissen
E. Electroslag welding
F. Soudage sous laitier électroconducleur; Soudage electroslag
30. Электронно-лучевая сварка Сварка плавлением, при которой для нагрева используется энергия ускоренных электронов
D. Elektronenstrahlschweissen
E. Electron beam welding
F. Soudage par faisceau d’électrons; Soudage par bombardement électronique
31. Лазерная сварка Сварка плавлением, при которой для нагрева используется энергия излучения лазера
D. Laserschweissen; Laserstrahschweissen
E. Laser welding; Laser beam welding
F. Soudage au laser Soudage par taisccau laser
32. Газовая сварка Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки
D. Gasschweissen; Gasschmeizschweissen
E. Gas welding
F. Soudage autogene; Soudage à la flamme
33. Термитная сварка Сварка, при которой для нагрева используется энергия горения термитной смеси
D. Aluminothermisches; Schweissen; Thermitschweissen
E. Thermit welding
F. Soudagealuminothermique
34. Сварка с применением давления -
D. Schweissen mit Druck
E. Welding with pressure
F. Soudageavecpression
35. Наварка Нанесение слоя металла на поверхность изделия посредством сварки с применением давления
D. Auftragsschweissen mit Druck
E. Welding-on with pressure
F. Rechargementavecpression
36. Контактная сварка Сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока
D. Widerstandsschweissen
E. Resistance welding
F. Soudageparrésistance
37. Стыковая контактная сварка Контактная сварка, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов
Стыковаясварка
D. Widerstandsstumpfschweissen
E. Resistance butt welding
F. Soudage en bout par résistance
38. Стыковая сварка оплавлением Стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов
Сваркаоплавлением
D. Abbrennstumpfschweissen
E. Flash butt welding
F. Soudagepar étincelage
39. Стыковая сварка сопротивлением Стыковая контактная сварка, при которой нагрев металла осуществляется без оплавления стыкуемых торцов
Сваркасопротивлением
D. Pressstumpfschweissen
Е. Upset welding; Resistance butt welding
F. Soudage en bout par résistance
40. Точечная контактная сварка Контактная сварка, при которой сварное соединение получается между торцами электродов, передающих усилие сжатия
D. Punktschweissen
Е. Resistance-spot welding
F. Soudageparpoints
41. Рельефная сварка Контактная сварка, при которой сварное соединение получается на отдельных участках, обусловленных их геометрической формой, в том число по выступам
D. Buckelschweissen
Е. Projection welding; Point welding
F. Soudageparbossages
42. Шовная контактная сварка Контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, передающими усилие сжатия
Шовная сварка
Ндп. Роликовая сварка
D. Rollennaht-Widurstands-schweissen; Rollennahtschweissen; Nahtschweissen
Е. Reslstance-seam welding; Seam welding
F. Soudage par resistance à la molette; Soudage à la molette; Soudage au galet
43. Шовно-стыковая сварка Контактная сварка с получением стыкового шва вращающимися дисковыми электродами, относительно которых перемещаются детали, собранные с небольшой нахлесткой или встык
D. Rollennahtschwelssen von Stumpfstössen
Е. Butt-seam welding
F. Soudage au galet par écrasement; Soudage à la molette par écrascment
44. Высокочастотная сварка Сварка с применением давления, при которой нагрев осуществляется токами высокой частоты
D. Hochfrequenzschweissen
Е. High frequency welding
F. Soudage à haute fréquence
45. Сварка взрывом Сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения спариваемых частей
D. Sprengschweissen; Explosionschweissen
Е. Explosion welding
F. Soudageparexplosion
46. Магнитно-импульсная сварка Сварка с применением давления, при которой соединение осуществляется в результате соударения свариваемых частей, вызнанного воздействием импульсного магнитного поля
D. Magnet-Impuls Schweissen
Е. Magnetic-pulse welding
F. Sondage par pulsations magnétiques
47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых частей или инструмента
D. Reibschweissen
Е. Friction welding
F. Soudageparfriction
48. Сварка давлением Сварка с применением давления, осуществляемая за счет пластической деформации свариваемых частей при температуре ниже температуры плавления
Ндп. Сварка в твердой фазе
Сварка в твердом состоянии
D. Pressschweissen; Druckschweissen
E. Pressure welding
F. Soudage par pression
49. Печная сварка Сварка давлением, при которой нагрев проводится в печах или горцах
D. Feuerschweissen
Е. Pressure welding with furnace heating
F. Soudage par pression au four
50. Кузнечная сварка Печная сварка, при которой осадка выполняется ударами молота
D. Hammerschweissen
Е. Forge welding; Hammer welding
F. Soudage à la forge; Soudage par forgeage
51. Сварка прокаткой Печная сварка, при которой пластическое деформирование осуществляется в прокатных валках
D. Walzschweissen
Е. Roll welding
F. Soudageauxgalets
52. Газопрессовая сварка Сварка давлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки
D. Gaspressschweissen
Е. Pressure gas welding
F. Soudage autogéne par pression
53. Диффузионная сварка Сварка давлением, осуществляемая за счет взаимной диффузии атомов в тонких поверхностных слоях контактирующих частей.
Примечание. Диффузионная сварка осуществляется при относительно длительном воздействии повышенной температуры и незначительной пластической деформации
D. Diffusionsschweissen
Е. Diffusion welding
F. Soudagepardiffusion
54. Ультразвуковая сварка Сварка давлением, осуществляемая при воздействии ультразвуковых колебаний
D. Ultraschallschweissen
Е. Ultrasonic welding
F. Soudageparultrasons
55. Холодная сварка Сварка давлением при значительной пластической деформации без нагрева свариваемых частей внешними источниками тепла
D. Kaltpressschweissen; Kaltschweissen
Е. Cold welding; Cold pressure welding
F. Soudage à froid
56. Сварка в контролируемой атмосфере Сварка, осуществляемая в камере, заполненной газом определенного состава
D. Schweissen in kontrolierter Atmosphäre
Е. Welding under controlled atmosphere
F. Soudaпe en atmosphère controllée
СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
57. Сварное соединение Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е. Welded joint
F. Joint soudé; Assemblage soudé; Soudure
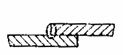
58. Стыковое соединение Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями

D. Stumpfstoss; Stumptschweissverbindung
Е. Butt joint
F. Assemblage en bout; Joint en bout
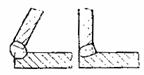
59. Угловое соединение Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
D. Eckstoss; Eckverbindung
Е. Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60. Нахлесточное соединение Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
D. Überlappstoss; Überlappverbindung
Е. Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента

Ндп. Соединение впритык
D. T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу

Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е. Welded structure
F. Constructionsoudée
64. Сварной узел Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е. Welded assembly
F. Ensemble soudé; Assemblage soude.
65. Сварной шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D. Schweissnaht
E. Weld
F. Soudure
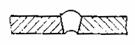
66. Стыковой шов Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е. Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е. Fillet weld
F. Soudured’angle
68. Точечный шов Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D. Punktschweissung
Е. Spot weld
F. Soudureparpoints
69. Сварная точка Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е. Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е. Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
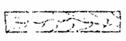
71. Непрерывный шов Сварной шов без промежутков по длине
Ндп. Сплошной шов
D. DurchlauiendeNaht
Е. Continuous weld; Uninterrupted weld
F. Soudurecontinue
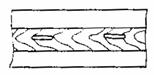
72. Прерывистый шов Сварной шов с промежутками по длине
D. Unterbrochene Naht
Е. Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
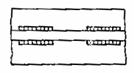
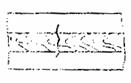
73. Цепной прерывистый шов Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
Цепнойшов
D. Symmetrisch unterbrochene Naht
Е. Chain intermittent weld; Chain intermittent fillet weld
F. Soudurediscontinuesymmétrique
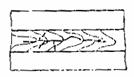
74. Шахматный прерывистый шов Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Шахматныйшов
D. Unterbrochene versetzte Naht
Е. Staggered intermittent weld
F. Soudure discontinue alternée
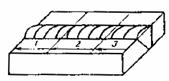
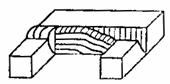
75. Многослойныйшов -
D. Mehrlagennaht
Е. Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
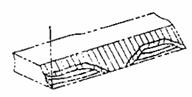
76. Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередьвкореньшва
D. Gegennaht
Е. Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D. Heftnaht
Е. Tack weld
F. Souduredepointage
78. Монтажный шов Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е. Site weld
F. Souduredemontage
79. Валик Металл сварного шва, наплавленный или переплавленный за один проход
D. Schweissraupe
Е. Weld bead; Bead
F. Cordon
80. Слой сварного шва Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Е. Layer
F. Couche
81. Корень шва Часть сварного шва, наиболее удаленная от его лицевой поверхности
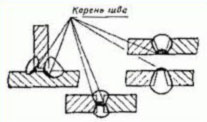
D. Nahtwurzcl; Wurzel
Е. Weld root
F. Racine de la soudure
82. Выпуклость сварного шваВыпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
Выпуклость шва
Ндп. Усиление шва
D. Nahtüberhöhung
Е. Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Вогнутость шва
Ндп. Ослабление шва
D. Konkavität der Kehlnaht
Е. Fillet weld concavity
F. Concavité de la soudure
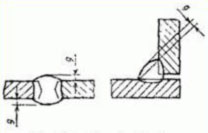
84. Толщина углового шва Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
D. Nahthöhe; Kehlnahtdicke
Е. Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Расчетная высота шва
D. RechnerischeNahtdicke
Е. Desipn throat thickness
F. Epaisseur nominale de la soudure
86. Катет углового шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
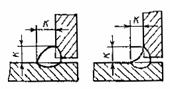
Катет шва
D. Schenkellängу; Nahtschenkel
Е. Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширинашва
D. Nahtbreite
Е. Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е. Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D. MechanischeInhoniogenität
Е. Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкаяпрослойка
D. Weiche Zwischenlage
Е. Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердаяпрослойка
D. Harte Zwischenlage
Е. Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D. Lokale Verfestigung
Е. Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯСВАРКИ
94. Направление сварки Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Е. Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
D. Pilgerschrittschweissen
Е. Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
D. Absatzweises Mehrlagenschweissen
Е. Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
D. Kaskadenschweissung
Е. Cascade welding
F. Soudage en cascade
98. Проход при сварке Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D. Schweissgang
Е. Pass; Run
F. Passe
99. Сварка напроход Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е. One direction welding
F. Soudage dans un sens
100. Сварка вразброс Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D. Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée)
105. Сварка углом вперед Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D. Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу Односторонняя спарка со сквозным проплавлением кромок без использования подкладок
D. Schweissen ohne Unteriage
E. Welding without backing
F. Soudage sans support
108. Сварка неповорптных стыков Сварка по замкнутому контуру во всех пространственных положениях, при которой объект сварки неподвижен
D. Schweissen in Zwangshjsition
E. Position pipe-welding; Orbital welding
F. Soudage des joints fixes; Soudage orbital
109. Поддув защитного газа Подача защитного газа к обратной стороне соединяемых частей для защиты их при сварке от воздействия воздуха
D. Schutzgaszufuhr von Rüshkseite der Naht
E. Weld root gas shielding
F. Protection par gaz de la racine de soudure
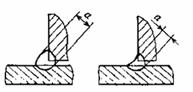
110. Разделка кромок Придание кромкам, подлежащим сварке, необходимой формы
D. Fugenvorbereitung; Kantenvorbereitung; Nahtvorbcrcitung
E. Edge preparation
F. Préparation des bords; Chanfreinage
111. Скос кромки Прямолинейный наклонный срез кромки, подлежащей сварке

D. Kantenabschrägung
E. Edge bevelling
F. Chanfrein
112. Притупление кромки Нескошенная часть торца кромки, подлежащей сварке

D. Stegflanke
E. Root face
F. Méplat; Talon
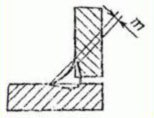
113. Угол скоса кромки Острый угол между плоскостью скоса кромки и плоскостью торца

Уголскоса
D. Abschrägungswinkel
E. Bevel angle
F. Angle du chanfrein (de chanfreinage)
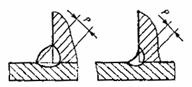
114. Угол разделки кромок Угол между скошенными кромками свариваемых частей
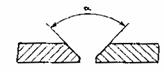
Уголразделки
D. Öffnungswinkel
E.Grooveangle
F. Angle d’ouverture
114а. Зазор Кратчайшее расстояние между кромками собранных для сварки деталей
D. Spalt; Spaltbreite; Stegabstand
Е. Gap; Air gap; Root opening
F.Ecartment des bords
115. Основной металл Металл подвергающихся сварке соединяемых частей
D. Grandwerkstoff
Е.Base metal; Parent metal
F.Métal de base
116. Глубина проплавления Наибольшая глубина расплавления основного металла в сечении шва или наплавленного валика
D. Einbrabdtiefe
Е. Depth of pénétration
F. Protondcurdepenetration
117. Сварочная ванна Часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии
D. Schweissbad
Е.Welding pool; Welding bath; Welding puddle
F. Bain de fusion; Bain de soudage
118. Кратер Углубление, образующееся в конце валика под действием давления дуги и объемной усадки металла шва
D. Krater
Е. Crater
F. Cratère
119. Присадочный металл Металл для введения в сварочную ванну в дополнение к расплавленному основному металлу
D. Zusatzwerkstoff; Zusatzmetall
Е. Filler metal
F. Métal d’apport
120. Наплавленный металл Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл
D. Eingetragenes Schweissgut; Reines Schweissgut
Е. Deposited metal
F. Métal déposé
121. Металл шва Сплав, образованный расилачлснным основным и наплавленным металлами или только переплавленным основным металлом
D. Schweissgut
Е. Weld metal
F. Métal de la soudure
122. Провар Сплошная металлическая связь между свариваемыми поверхностями основного металла, слоями и валиками сварного шва
D. Einbrand
Е. Complete fusion
F. Fusion complète
123. Зона сплавления при сварке Зона частично сплавившихся зерен на границе основного металла и металла шва
Зонасплавления
D. Zusammenschmeizzone
Е. Fusion zone
F. Zone dc liaison
124. Зона термического влияния при сварке Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке
Зона термического влияния
Ндп. Переходная зона
D. Wärmeeinflusszone
Е. Heat affected zone
F. Zone thermiquement atfectée; Zone influencée thermiquement
125. Сжатая дуга Дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля
D. Eingeschnürter Lichtbogen
Е. Constricted arc
F. Arc contracté; Arc étranglé
126. Дуга прямого действия Дуга, при которой объект сварки включен в цепь сварочного тока
D. Direktor Lichtbogen
Е. Transferred arc
F. Arc transféré
127. Дуга косвенного действия Дуга, при которой объект сварки не включен в цепь сварочного тока
D. Nichtübertragener Lichtbogen; Indirekter Lichtbogen
Е. Non-tninsrerred arc
F. Arc non transféré
128. Прямая полярность Полярность, при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а объект сварки-к положительному
D. Minuspolung; Normale Polung
Е. Straight polarity
F.Polarité normale (directe)
129. Обратная полярность Полярность, при которой электрод присоединяется к положительному полюсу источника питания дуги, а объект сварки-к отрицательному
D. Pluspolung; Umgekehrte Polung
Е. Reversed polarity
F. Polnrité inverse (négative)
130. Магнитное дутье Отклонение дуги в результате действия магнитных полей или ферромагнитных масс при сварке
D. Magnetisclie Blaswirkung
E. Magnetic are blow
F. Soufflage magnétique
131. Осадка при сварке Операция местной пластической деформации свариваемых частей при сварке с применением давления
Осaдкa
D. Stauchen; Stauchung
E. Upaetting
F. Réfoulement
132. Грат при сварке Металл, выдавленный за счет осадки при сварке
Грат
D. Schweissgrat
Е. Upset metal; Flash
F. Métal refoulé; Bavure
133. Угар при сварке Потери металла на испарение и окисление при сварке
Угар
D.Abbrandverlust; Abbrand
Е. Burn-out loss; Burn-out; Burn-off, loss
P. Perte de soudure
134. Установочная длина свариваемых частей Длина свариваемых частей, выступающих за зажимные приспособления при стыковой контактной сварке и сварке трением
Установочнаядлина
D. Einspannlänge
Е. Initial extension
F. Longueur hors-mors
135. Свариваемость По ГОСТ 29273-92
D. Schweissbarkeit
Е. Weldability
F. Soudabilité
136. Коэффициент расплавления Коэффициент, выраженный отношением массы электрода, расплавленной за единицу времени горения дуги, отнесенной к единице сварочного тока
D. Abschmelzkoeffizient; Abschmeizfaktor
Е. Fusion coefficient
F. Coefficient de fusion
137. Коэффициент наплавки при сварке Коэффициент, выраженный отношением массы металла, наплавленной за единицу времени горения дуги, отнесенной к единице сварочного тока
Коэффициентнаплавки
D. Auftragskoeffizient
Е. Metal deposit factor
F. Coefficient de dépot (deposition)
138. Коэффициент потерь при сварке Коэффициент, выраженный отношением потерь металла при сварке на угар и разбрызгивание к массе расплавленного присадочного металла
Коэффициентпотерь
D. Relativer Schweissgutverlust
Е. Relative loss of filler metal during deposition
F. Coefficient de perte en métal
139. Погонная энергия Энергия, затраченная на единицу длины сварного шва при сварке плавлением
D. Streckenenergie
Е. Heat input
F. Energie absorbée par unite de longueur
ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
140. Сварочный пост Специально оборудованное рабочее место для сварки
D. Schweissplatz (mit Ausrüstungen)
Е. Welding station
F. Poste de soudage
141. Сварочная установка Установка, состоящая из источника питания, сварочного аппарата или машины для сварки и механизмов относительного перемещения сварочной аппаратуры и изделия
D. Schweissanlage
Е. Welding machine
F. Machine à souder
142. Автомат для дуговой сварки Аппарат для автоматической дуговой сварки
Автомат
D. Lichtbogenschweissautomat
Е. Automatic arc welding machine
F. Machine automatique de soudage à l’arc
143. Полуавтомат для дуговой сварки Аппарат для механизированной дуговой сварки, включающий горелку и механизм подачи проволоки с ручным перемещением горелки
Полуавтомат
D. Halbautomat für Lichtbogenschweissen
Е. Semi-automatic arc welding machine
F. Machine semi-automatique de soudage à l’arc
144. Сварочная головка Устройство, осуществляющее подачу сварочной проволоки и поддержание заданного режима сварки.
Примечание. Сварочная головка может составлять часть автомата для дуговой сварки
D. Schweisskopf
Е. Welding head
F. Tête de soudage
145. Мундштук сварочной головки Часть сварочной головки, предназначенная для направления сварочной проволоки в зону сварки и подвода к ней электрического тока
D. Kontakt-und Fuhrungs-rohr
Е. Nozzle
F. Buse
146. Трактор для дуговой сварки Переносной аппарат для дуговой сварки с самоходной тележкой, которая перемещает его вдоль свариваемых кромок по поверхности изделия или переносному пути
D. Schweisstraktor
Е. Welding tractor
F. Tracteur de soudage à l’arc
147. Горелка для дуговой сварки Устройство для дуговой сварки в защитном газе или самозащитной проволокой, обеспечивающее подвод электрического тока к электроду и газа в зону дуги
D. Lichtbogenschweissbrenner
Е. Arc welding torch
F. Chalumeau (forclie) de soudage à l’arc
148. Сопло горелки для дуговой сварки Сопло для подвода и направления газа с целью защиты сварочной ванны и электрода от воздействия воздуха
Сопло
D. Düse
Е. Welding torch nozzle
F. Buse de chalumeau (de torche)
149. Электрододержатель для дуговой сварки Приспособление для закрепления электрода и подвода к нему тока
Электродержатель
D. Elektrodenhalter
Е. Electrode holder
F. Porte-électrode
150. Сварочныйвыпрямитель -
D. Sctrweissgleichrichter
Е. Welding rectifier
F. Rdresseur de soudage
151. Сварочныйгенератор -
D. Schweissgenerator
Е. Welding generator
F. Générateur de soudage
152. Сварочный агрегат Агрегат, состоящий из сварочного генератора и приводного двигателя
D. Schweissagregat
Е. Welding set
F. Groupe électrogène de soudage
153. Сварочный преобразователь Сварочный агрегат, в котором приводным двигателем является электрический двигатель
D. Schweissumformer
Е. Welding converter
F. Convertisseur de soudage
154. Горелка для газовой сварки Устройство для газовой сварки с регулируемым смешением газов и созданием направленного сварочного пламени
Горелка
D. Schweissbrenner
Е. Gas torch
F. Chalumeau à gas
155. Инжекторная горелка Горелка для газовой сварки со встроенным инжектором для подсоса горючего газа струей кислорода
Ндп. Горелка низкого давления
D. Injektorschweissbrenner; Saugschweissbrenner; Niederdruckschweissbrenner
Е. Injector blowpipe; Injector torch; Low-pressure torch (blowpipe)
F. Chalumeau à basse pression; Chalumeau à injectcur
156. Безынжекторная горелка Горелка для газовой сварки, в которой поступление горючего газа и кислорода в смеситель осуществляется под одинаковым давлением
Ндп. Горелка высокого давления
D. Schweissbrenner oline Injektor
E. Pressure welding torch; Blowpipe without injector
F. Chalumeau sans injecteur; Chalumeau à haute pression
157. Окислительное сварочное пламя Сварочное пламя, в средней зоне которого имеется избыток кислорода
Окислительное пламя
D. Oxydierende Flamme
Е. Oxidizing flame
E. Flamme oxydante
158. Науглероживающее сварочное пламя Сварочное пламя, в средней зоне которого имеется свободный углерод
Науглероживающее пламя
D. Aufkohlende Flamme
Е. Carburizing flame
F. Flamme carburante
159. Ацетиленовый генератор Аппарат для получения ацетилена посредством разложения карбида кальция водой
D. Azetylenentwickler; Azetylenerzeuger
Е. Acetylene generator
F. Generateur d’acétylène
160. Электролизно-водный генератор Аппарат для получения водородно-кислородной смеси электролитическим разложением воды
D. Wasser-Elektrolyse Generator
Е. Water electrolytic generator
F. Générateur d’électrolyse aqueuse
161. Газ-заменитель Горючий газ, применяемый при газовой сварке и нагреве вместо ацетилена
D. Ersatzgas
E. Changing gas
F. Gaz de remplacement
162. Механическое оборудование для сварки Оборудование, предназначенное для установки свариваемых частей в удобное для сварки пространственное положение, перемещения их при сварке, а также для размещения и перемещения сварочного оборудования и сварщиков при выполнении сварочных операций
D. Mechanische Schweissausrüstungen
E. Machinery for welding
F. Equipement méclianique de soudage
163. Сварочный вращатель Устройство для вращения изделий при сварке кольцевых швов и наплавке поверхностей вращения
D. Drehvorrichtung
E. Manipulator
F. Positionneur; Manipulateur de soudage
164. Универсальный сварочный вращатель Сварочный вращатель для вращения свариваемых изделий с различными углами наклона оси вращения
D. Dreh-und Schwenkvorrichtung
E. Versatile welding rotator
F. Manipulateur universet de soudage
165. Роликовый сварочный вращатель Сварочный вращатель, в котором вращение свариваемых изделий обеспечивается приводными роликами
Роликовыйвращатель
D. Rollen-Drehvorrichtung
E. Driving roller device
F. Manipulateur à rouleaux
166. Сварочный кантователь Устройство для установки свариваемых частей и удобное для сварки положение
Кантователь
D. Kantapparat; Kanter
E. Welding tilter
F. Culbuteur de soudage
167. Сварочный кондуктор Приспособление для сборки и закрепления друг относительно друга свариваемых частей в определенном положении
Кондуктор
D. Spannvorrichtung
E. Jig; Fixture
F. Dispositit de fixation; Monturc
168. Флюсовый аппарат Аппарат для подачи или подачи и уборки сварочного флюса
D. Pulverzufuhr-und-absaugvorrichtung
E. Flux apparatus
F. Disposilif d’amenée de flux
169. Подкладка Деталь или приспособление, устанавливаемые при сварке плавлением под кромки свариваемых частей
D. Feste Badsicherung
E. Backing bar; Fixed molten pool support
F. Latte; Support
170. Флюсовая подушка Подкладка в виде приспособления, удерживающего расплавленный металл ванны при помощи флюса
D. Pulverkissen
E. Flux backing; Flux cushion
F. Support de flux
171. Флюсо-медная подкладка Подкладка из медной пластины, покрытой тонким слоем флюса, обеспечивающая формирование шва, удержание расплавляемого металла и отвод тепла
D. Kupfer-Schweisspulver-Unterlage
E. Combined copper-flux backing
F. Latte en cuivre et en flux
172. Сварочная проволока Проволока для использования в качестве плавящегося электрода либо присадочного металла при сварке полавлением
D. Schweissdraht
E. Welding wire
F. Fil pour soudage; Fil (baguette) à soudage
173. Электродная проволока Сварочная проволока для использования в качестве плавящегося электрода
D. Elektrodendraht
E. Electrode wire I"
F. Fil électrode
174. Присадочная проволока Сварочная проволока, используемая как присадочный металл и не являющаяся электродом
D. Zusatzdraht; Schweisszusatzdraht
E. Filler wire
F. Fil d’apport (de soudure)
175. Самозащитная проволока Электродная проволока, содержащая вещества, которые защищают расплавленный металл от вредного воздействия воздуха при сварке
D. Selbstschusatzdraht
E. Self-shielding wire
F. Fil-éleclrode autoprotége
176. Порошковая проволока Сварочная проволока, состоящая из металлической оболочки, заполненной порошкообразными веществами
D. Pulverdraht; Röhrchendralit
E. Flux cored electrode (wire)
F. Fil fourré
177. Неплавящийся электрод для дуговой сварки Деталь из электропроводного материала, включаемая в цепь сварочного тока для подвода его к сварочной дуге и не расплавляющаяся при сварке
Неплавящийсяэлектрод
D. Nichtabschmeizende Elektrode
E. Non-consumable electrode
F. Electrode non consumable
178. Плавящийся электрод для дуговой сварки Металлический электрод, включаемый в цепь сварочного тока для подвода его к сварочной дуге, расплавляющийся при сварке и служащий присадочным металлом
Плавящийсяэлектрод
D. Abschmelzende Elektrode
E. Consumable electrode
F. Electrode consumable
179. Покрытый электрод Плавящийся электрод для дуговой сварки, имеющий на поверхности покрытие, адгезионно связанное с металлом электрода
D. Umhüllte Elektrode
E. Covered electrode; Coated electrode
P. Electrode cnrobée
180. Покрытие электрода Смесь веществ, нанесенная на электрод для усиления ионизации, защиты от вредного воздействия среды, металлургической обработки сварочной ванны
Покрытие
Ндп. Обмазка электрода
D. Elektrodenumhüllung; EIcktrodenmantel
E. Electrode coating
F. Enrobage de l’électrode; Revétement d’électrode
181. Коэффициент массы покрытия электродаКоэффициент, выражаемый отношением массы покрытия к массе покрытой части стержня электрода
Коээфициент массы покрытия
D. Umhüllungsmassebeiwert
E. Coating mass factor
F. Facteur de masse du revêtement
182. Сварочный флюс Материал, используемый при сварке для химической очистки соединяемых поверхностей и улучшении качества шва
Флюс
D. Schweisspulver; Flussmittel; Pulver
E. Welding flux
F. Flux de soudage
183. Флюс для дуговой сварки Сварочный флюс, защищающий дугу и сварочную ванну от вредного воздействия окружающей среды и осуществляющий металлургическую обработку ванны
D. Pulver für Lichtbogenschweissen
E. Arc welding flux
F. Flux pour le soudage à l’arc
184. Плавленный сварочный флюс Флюс для дуговой сварки, полученный сплавлением его составляющих и последующей грануляцией расплава
Плавленныйфлюс
D. Schmelzpulver
E. Fused flux
F. Flux fondu en poudre
185. Керамический сварочный флюс Флюс для дуговой сварки порошкообразных материлов со связующим веществом, грануляцией и последующей термической обработкой
Керамическийфлюс
D. Sinterpulver für UP-Schweissen
E. Ceramic agglomerated flux
F. Flux céramique; Flux agglomere
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
186. Трещина сварного соeдинения Дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах
Трещина
D. Riss
E. Crack
F. Fissure
187. Продольная трещина сварного соединения Трещина сварного соединения, ориентированная вдоль оси сварного шва
Продольнаятрещина
D. Längsriss
E. Longitudinal crack
F. Fissure longitudinale
188. Поперечная трещина сварного соединения Трещина сварного соединения, ориентированная поперек оси сварного шва
Поперечнаятрещина
D. Qiicrriss
E. Transverse crack
F. Fissure trunsversale
189. Разветвленная трещина сварного соединения Трещина сварного соединения, имеющая ответвления в различных направлениях
Разветвленная трещина
D. Verzweigter Riss
E. Branched crack
F. Fissure ramifiée
190. Микротрещина сварного соединения Трещина сварного соединения, обнаруженная при пятидесятикратном и более увеличении
Микротрещина
D. Mikroriss
E. Miero-сrack
F. Microfissure
191. Усадочная раковина сварного шва Дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металлом
Усадочная раковина
D. Lunker
E. Shrinkagecavity
F. Retassure
192. Вогнутость корня шва Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва
D. Konkavität der Nahtwurzel
E. Root concavtiy
F. Concavité de la racine (de la soudure)
193. Свищ в сварном шве Дефект в виде воронкообразного углубления в сварном шве

Свищ
D. Porengang
Е. Worm-hole
F. Soufflure vermiculaire
194. Пора в сварном шве Дефект сварного шва в виде полости округлой формы, заполненной газом
Пора
Ндп. Газовое включение
D. Gaspore; Gaseinschluss
Е. Gas pore; Blowhole
F. Porosité de la soudure
195. Цепочка пор в сварном шве Группа пор в сварном шве, расположенных в линию
Цепочкапор
D. Porenzeile
E. Linear porosity
F. Chaine des pores
196. Непровар Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва
D. Kaltschweisstelle; Einbrandfehler
Е. Lack of fusion
F. Manque de pénétration
197. Прожог сварного шва Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны
Прожог
D. Verbrannte Schweissnahat
Е. Burn-through
F. Soudure brûlée
198. Шлаковое включение сварного шва Дефект в виде вкрапления шлака в сварном шве
Шлаковоевключение
D. Schlackeeinschluss
Е. Slag inclusion
F. Inclusion du laitier
199. Брызги металла Дефект в виде затвердевших капель на поверхности сварного соединения
D. Spritzer; Metallspritzer
Е. Spatters
F. Eclaboussures
200. Поверхностное окисление сварного соединения Дефект в виде окалины или пленки окислов на поверхности сварного соединения
Поверхностное окисление
D. Oberilache oxydation
Е. Surface oxidation
F. Oxydation superficielle
201. Подрез зоны сплавления Дефект в виде углубления по линии сплавления сварного шва с основным металлом
Подрез
D. Einhrandkerbe
E. Undercut
F. Morsure; Caniveau
202. Наплыв на сварном соединении Дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним
Наплыв
Ндп. Стек
D. Wulst
Е. Overlap
F. Débordenient
203. Смещение сваренных кромок Неправильное положение сваренных кромок друг относительно друга
Смещениекромок
D. Kantenversats
Е. Edge displacement
F. Dénivellation des bords
(Измененная редакция, Изм. № 1, 2).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ РУССКИХ ТЕРМИНОВ
Автомат 142
Автомат для дуговой сварки 142
Агрегат сварочный 152
Аппарат флюсовый 168
Брызги металла 199
Валик 79
Ванна сварочная 117
Включение газовое 194
Включение сварного шва шлаковое 198
Включение шлаковое 198
Вогнутость корня шва 192
Вогнутость шва 83
Вогнутость углового шва 83
Вращатель роликовый 165
Вращатель сварочный 163
Вращатель сварочный роликовый 165
Вращатель сварочный универсальный 164
Выпуклость шва 82
Выпуклость сварного шва 82
Выпрямитель сварочный 150
Высота углового шва расчетная 85
Высота шва расчетная 85
Газ-заменитель 161
Генератор ацетиленовый 159
Генератор сварочный 151
Генератор электролизно-водный 160
Глубина проплавления 116
Головка сварочная 144
Горелка 154
Горелка безынжекторная 156
Горелка высокого давления 156
Горелка для газовой сварки 154
Горелка для дуговой сварки 147
Горелка инжекторная 155
Горелка низкокого давления 155
Грат 132
Грат при сварке 132
Длина свариваемых частей установочная 134
Длина установочная 134
Дуга косвенного действия 127
Дуга прямого действия 126
Дуга сжатая 125
Дутье магнитное 130
Зазор 114а
Зона переходная 124
Зона сплавления 123
Зона сплавления при сварке 123
Зона термического влияния 124
Зона термического влияния при сварке 124
Кантователь 166
Кантователь сварочный 166
Катет шва 86
Катет углового шва 86
Кондуктор 167
Кондуктор сварочный 167
Конструкция сварная 63
Корень шва 81
Коэффициент массы покрытия 181
Коэффициент массы покрытия электрода 181
Коэффициент наплавки 137
Коэффициент наплавки при сварке 137
Коэффициент потерь 138
Коэффициент потерь при сварке 138
Коэффициент расплавления 136
Коэффициент формы шва 88
Коэффициент формы сварного шва 88
Кратер 118
Металл наплавленный 120
Металл основной 115
Металл присадочный 119
Металл шва 121
Микротрещина 190
Микротрещина сварного соединения 190
Мундштук сварочной головки 145
Наварка 35
Наплавка 6
Наплыв 202
Наплыв на сварном соединении 202
Направление сварки 94
Неоднородность механическая 89
Неоднородность сварного соединения механическая 89
Непровар 196
Обмазка электрода 180
Оборудование для сварки механическое 162
Окисление поверхностное 200
Окисление сварного соединения поверхностное 200
Осадка 131
Осадка при сварке 131
Ослабление шва 83
Пламя науглероживающее 158
Пламя окислительное 157
Пламя сварочное науглероживающее 158
Пламя сварочное окислительное 157
Поддув защитного газа 109
Подкладка 169
Подкладка флюсо-медная 171
Подрез 201
Подрез зоны сплавления 201
Подушка флюсовая 170
Покрытие 180
Покрытие электрода 180
Полярность обратная 129
Полярность прямая 128
Полуавтомат 143
Полуавтомат для дуговой сварки 143
Пора 194
Пора в сварном шве 194
Пост сварочный 140
Преобразователь сварочный 153
Притупление кромки 112
Прихватка 77
Провар 122
Проволока порошковая 176
Проволока присадочная 174
Проволока самозащитная 175
Проволока сварочная 172
Проволока электродная 173
Прожог 197
Прожог сварного шва 197
Прослойка мягкая 90
Прослойка сварного соединения мягкая 90
Прослойка сварного соединения твердая 91
Прослойка твердая 91
Проход 98
Проход при сварке 98
Разделка кромок 110
Раковина сварного шва усадочная 191
Раковина усадочная 191
Свариваемость 135
Сварка 1
Сварка автоматическая 4
Сварка аргонодуговая 12
Cварка блоками 96
Сварка в защитном газе 11
Сварка в защитном газе дуговая 11
Сварка взрывом 45
Сварка вибродуговая 25
Сварка в контролируемой атмосфере 56
Сварка вразброс 100
Сварка в твердом состоянии 48
Сварка в твердой фазе 48
Сварка в углекислом газе 13
Сварка в углекислом газе дуговая 13
Сварка высокочастотная 44
Сварка газовая 32
Сварка газопрессовая 52
Сварка газоэлектрическая 11
Сварка гравитационная 27
Сварка давлением 48
Сварка двухдуговая 19
Сварка двухэлектродная 21
Сварка диффузионная 53
Сварка дуговая 7
Сварка дуговая автоматическая 18
Сварка дуговая механизированная 17
Сварка дуговая подводная 14
Сварка дуговая полуавтоматическая 17
Сварка дуговая ручная 16
Сварка дуговая точечная 24
Сварка импульсно-дуговая 15
Сварка каскадом 97
Сварка контактная 36
Сварка контактная стыковая 37
Сварка контактная точечная 40
Сварка контактная шовная 42
Сварка кузнечная 50
Сварка лазерная 31
Сварка лежачим электродом 26
Сварка магнитно-импульсная 46
Сварка механизированная 3
Сварка многодуговая 20
Сварка многоэлектродная 22
Сварка на весу 107
Сварка наклонным электродом 27
Сварка на подъем 104
Сварка на проход 99
Сварка на спуск 103
Сварка неплавящимся электродом 9
Сварка неплавящимся электродом дуговая 9
Сварка неповоротных стыков 108
Сварка обратноступенчатая 95
Сварка оплавлением 38
Сварка оплавлением стыковая 38
Сварка печная 49
Сварка плавлением 5
Сварка плавящимся электродом 8
Сварка плавящимся электродом дуговая 8
Сварка плазменная 28
Сварка плазменнодуговая 28
Сварка плазменной дугой 28
Сварка подводная 14
Сварка под водой дуговая 14
Сварка по флюсу 23
Сварка по флюсу дуговая 23
Сварка под флюсом 10
Сварка под флюсом дуговая 10
Сварка прокаткой 51
Сварка расщепленным электродом 21
Сварка рельефная 41
Сварка роликовая 42
Сварка ручная 2
Сварка с применением давления 34
Сварка сверху вниз 101
Сварка сопротивлением 39
Сварка сопротивлением стыковая 39
Сварка стыковая 37
Сварка снизу вверх 102
Сварка термитная 33
Сварка точечная 40
Сварка трением 47
Сварка углом вперед 105
Сварка углом назад 106
Сварка ультразвуковая 54
Сварка холодная 55
Сварка шлаковая 29
Сварка шовная 42
Сварка шовно-стыковая 43
Сварка электронно-лучевая 30
Сварка электрошлаковая 29
Свищ 193
Свищ в сварном шве 193
Скос кромки 111
Слой 80
Слой сварного шва 80
Смещение кромок 203
Смещение сваренных кромок 203
Соединение боковое 62
Соединение впритык 61
Соединение нахлесточное 60
Соединение сварное 57
Соединение стыковое 58
Соединение тавровое 61
Соединение торцовое 62
Соединение угловое 59
Сопло 148
Сопло горелки для дуговой сварки 148
Стек 202
Толщина углового шва 84
Точка сварная 69
Трактор для дуговой сварки 146
Трещина 186
Трещина поперечная 188
Трещина продольная 187
Трещина разветвленная 189
Трещина сварного соединения 186
Трещина сварного соединения поперечная 188
Трещина сварного соединения продольная 187
Трещина сварного соединения разветвленная 189
Угар 133
Угар при сварке 133
Угол разделки 114
Угол разделки кромок 114
Угол скоса 113
Угол скоса кромки 113
Узел сварной 64
Упрочнение контактное 93
Упрочнение мягкой прослойки контактное 93
Усиление шва 82
Установка сварочная 141
Участок разупрочненный 92
Участок сварочного соединения разупрочненный 92
Флюс 182
Флюс для дуговой сварки 183
Флюс керамический 185
Флюс плавленный 184
Флюс сварочный 182
Флюс сварочный керамический 185
Флюс сварочный плавленный 184
Цепочка пор 195
Цепочка пор в сварном шве 195
Ширина шва 87
Ширина сварного шва 87
Шов 65
Шов многослойный 75
Шов монтажный 78
Шов непрерывный 71
Шов подварочный 76
Шов прерывистый 72
Шов прерывистый цепной 73
Шов прерывистый шахматный 74
Шов сварной 65
Шов сплошной 71
Шов стыковой 66
Шов точечный 63
Шов угловой 67
IIIoв цепной 73
Шов шахматный 74
Электрод для дуговой сварки неплавяшийся 177
Электрод для дуговой сварки плавящийся 178
Электрод неплавящийся 177
Электрод плавящийся 178
Электрод покрытый 179
Электродержатель 149
Электродержатель для дуговой сварки 119
Энергия погонная 139
Ядро точки 70
(Измененная редакция, Изм. № 1).
АЛФАВИТНЫЯ УКАЗАТЕЛЬ ТЕРМИНОВ НА НЕМЕЦКОМ ЯЗЫКЕ
Abbrand 133
Abbrandverlust 133
Abrennstumpfschweissen 38
Absatzweises Mthralagenschweissen 96
Absatzweises Schweissen 100
Abschmelzende Elektrode 178
Abschmelzfaktor 136
Abschmelzkoeffizient 136
Abschrägungswiknkel 113
Abwärtsschweissen 101
Aluminothermisches Schweissen 33
Argonarc-Schweissen 12
Argon-Lichtbogenschweissen 12
Aufkohlende Flamme 158
Auftragskoeffizient 137
Auftragsschweissen 6
Auftragsschweissen mit Druck 35
Aufwärtsschweissen 102
Automatisches Lichtbogenschweissen 18
Automatisches Schweissen 4
Azetylenentwickler 159
Azetylenenzenger 159
Baustellenschweissnaht 78
Bergabschweissen 103
Bergaufschweissen 104
Buckeischweissen 41
CO2-Schutgasschweissen 13
CO2-Schweissen 13
Diffusionsschweissen 2
Direktor Lichtbogen 126
Doppellichlbogenschweissen 19
Dreh-und Schwenkvorrichtung 164
Drehvorrichtung 163
Druckschweissen 48
Durchlaufende Naht 71
Düse 148
Eckstos 59
Eckverbindung 59
E-Handschweissen 16
EHV-Schweissen 26
Einbrand 122
Einbrandfehler 196
Einbrandkerbe 201
Einbrandtiefe 116
Eingeschnürter Lichbogen 125
Eingetragenes Schweissgut 120
Emrichtungschweissen 99
Einspannlänge 134
Elektrodendraht 173
Elektrodenhalter 149
Elektrodenmantel 180
Elektrodenumhüllung 180
Elektrodenstrahlschweissen 30
Elektroschlackeschweissen 29
Ersatzgas 161
ES-Schweissen 29
Explosionschweissen 45
Fallinahtschweissen 10
Feste Badsicherung 169
Feuerschweissen 49
Flussmittel 182
Fugenvorbereilung 110
Gaseinschluss 194
Gaspore 194
Gaspressschweissen 52
Gasschmelzschweissen 32
Gasschweissen 32
Gegennaht 76
Grandwerkstoft 115
Halbautomat für Lichtbogenschweissen 143
Hammerschweissen 50
Handlichtbogenschweissen 16
Handschweissen 2
Harte Zwischenlage 9
Heftnaht 77
Hochfrequenzschweissen 44
Impulslichtbogenschweissen 5
Indirekter Lichtbogen 127
Infestigle Zone 92
Injektorschweissbrenner 155
Kaltpressschweissen 55
Kaltschweissen 55
Kaltschweisstelle 196
Kantapparat 166
Kantenabschrägung 111
Kantenversatz 203
Kantenvorbereitung 110
Kanter 166
Kaskadeuschweissung 97
Kehlnaht 67
Kehlnahtdicke 84
Konkavität der Kehlnaht 83
Konkavität der Nahtwurzel 192
Kontakt-und Führungsrohr 145
Krater 19
Kupfer-Schweisspulver-Unterlage 171
Lage 80
Längsriss 187
Laserschweissen 31
Laserstrahlschweissen 31
Lichtbogenhandschweissen 16
Lichtbogenschweissautomat 142
Lichtbogenschweissbrenner 147
Lichtbogenschweissen 7
Lichtbogenschweissen mit abschmelzender Elektrode 8
Licbthogenschweissen unter Wasser 14
Lichtbogenschweissen mit vibrierender Elektrode 25
Lichtbogenschweissen von Hand 16
Lichtbogenpunktschweissen 24
Lokale Verfestigung 93
Lunker 191
Magnet-Impuls Schweissen 46
Magnetische Blaswirkung 130
Manuelles Lichtbogenschweissen 16
Manuelles Schweissen 2
Maschinelles Schweissen 3
Mechanische Inhomogenität 89
Mechanische Schweissausrüstungen 162
Mechanisiertes Lichtbogenschweissen 17
Mehrdrahlschweissen 3
Mehrfachlichtbogenschweissen 22
Mehriachlichlbogenschweissen 20
Mehrlagennaht 75
Melallspritzer 20
Mikroriss 190
Minuspoluing 128
Montageschweissung 78
Nahtbreite 88
Nahtformfaktor 87
Nahthöhe 84
Nahtschenkel 86
Nahtschweissen 42
Nahtüberhöhung 82
Nahtvorbereitung 110
Nahtwurzel 81
Nichlabschmelzende Elektrode 177
Nichtübertragener Lichtbogen 127
Niederdruckschweissbrenner 155
Normale Polung 128
Oberflache oxydation 200
Öffnungswinkel 114
Öxydierende Flamme 157
Pilgerschrittschweissen 95
Plasmaschweissen 28
Pluspolung 129
Porengang 193
Porenzeile 195
Pressschweissen 48
Presstumpfschweissen 39
Pulver 182
Pulver für Lichtbogenschweissen 183
Pulverdraht 176
Pulverkissen 170
Pulverzufuhr-und-absaugvorrichtung 168
Punktschweissen 40
Punktschweissung 68
Querriss 188
Rechnerische Nahtdicke 85
Reibschweissen 47
Reines Schweissgut 120
Relativer Schweissgutverlust 138
Riss 186
Röhrchendraht 176
Rollen-Drehvorrichtung 165
Rollennahtschweissen 42
Rollennahtschweissen von Stumpfstössen 43
Rollennaht-Widerstandsschweissen 42
Saugschwessbrenner 155
Schenkekläuge 86
Schlackeeinschluss 198
Schmeizpulver 184
Schmeizschweissen 5
Schrägautwärtsschweissen 104
Schutzgaslichtbogenschweissen 11
Schutzgasschweissen 11
Schutzgaszufuhr von Rückseite der Naht 109
Schwehrkraftschweissen 27
Sschweissagregat 152
Schweissanlage 141
Schweissbad 117
Schweissbarkeit 135
Schweissbrenner 154
Schweissbrenner оhnе Injektor 156
Schweissdraht 172
Schweisseinheit 64
Schweissen 1
Schweissen in konlrolierter Atmosphäre 56
Schweissen in Zwangsposition 108
Schweissen mit abschmelzender Elektrode 8
Schweissen mit Doppelelektrode 21
Schweissen mit Druck 34
Schweissen mit liegen der Elektrode 26
Schweissen mit Mehrfachelektrode 22
Schweissen mit nichtabschmelzender Elektrode 9
Schweissen Pulverzugabe 23
Schweissen mit schleppender Brennerstellung 106
Schweissen mit stechender Brennerstellung 105
Schweissen mit Zwillingselektrode 21
Schweissen ohne Unterlage 107
Schweissgang 98
Schweissgenerator 151
Schweissgleichrichter 150
Schweissgrat 132
Schweissgut 121
Schweisskonstruktion 63
Schweisskopf 144
Schweisslinse 70
Schweissnaht 65
Schweissplatz (mit Ausrüstungen) 140
Schweisspulver 182
Schweisspunkt 69
Schweissraupe 79
Schweissrichtung 94
Schweissteil 64
Schweisstraktor 146
Schweisstromquellen 151
Schweissumformer 153
Schweissverbindung 57
Schweisszusatzdraht 174
Selbstschutzdraht 175
Sinterpulver für UP-Schweissen 185
Spalt 114a
Spaltbreite 114a
Spannvorrichtung 167
Speisequelle 51
Sprengschweissen 45
Spritzer 199
Stauchen 131
Stauchung 131
Stegabstand 114a
Stegflanke 112
Stirnstoss 62
Stossnaht 66
Streckenenergie 139
Stumpfnaht 66
Stumptschweissverbindung 58
Stumpfstoss 58
Symmetrisch unterbrochene Naht 73
Thermitschweissen 33
T-Stoss 61
T-Verbindung 61
Überiappstoss 60
Überiappstossverbindung 60
Ultraschallschweissen 54
Umgekehrte Polung 129
Umhüllte Eleklrode 179
Umhüllungsmassebeiwert 181
Unterbrochene Naht 72
Unterbrochene versetzte Naht 74
Unterpulverlichtbogenschweissen 10
Unterpulverschweissen 10
Unterschienenschweissen 26
Unterwasserschweissen 14
UP-Schweissen 10
Verbannte Schweissnaht 197
Verzweigter Riss 189
Vollautomatisches Schweissen 4
Walzschweissen 51
Wärmeeinflusszone 124
Wassser-Elektrolyse Generator 160
Weiche Zwischenlage 90
Widerstandsschweissen 36
Widerstandsstumpfschweissen 37
Wulst 202
Wurzel 81
Zusammcnschmeizzone 123
Zusatzmetall 119
Znsatzwerkstoff 119
Znsatztdralit 174
Zweielektrodenschweissen 21
Zweilichthogenschweissen 19
(Измененная редакция, Изм. № 1).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА АНГЛИЙСКОМ ЯЗЫКЕ
Acetylene generator 159
Air gap 114а
Arc spot welding 24
Arc welding 7
Arc welding flux 183
Arc welding torch 147
Argon-arc welding 12
Automatic arc welding 18
Automatic arc welding machine 142
Automatic welding 4
Backing bar 169
Back-step sequence 95
Back-step welding 95
Base metal 115
Bead 79
Bevel angle 113
Block sequence 96
Blowhole 194
Blowpipe without injector 156
Branched crack 189
Building-up welding 6
Butt joint 58
Butt-seam welding 43
Butt weld 66
Burn-off loss 133
Burn-out 133
Burn-out loss 133
Burn-through 197
Carburizing flame 158
Cascade welding 97
Ceramic agglomerated flux 185
Chain intermittent fillet weld 73
Chain intermittent weld 73
Changing gas 161
Coated electrode 179
Coating mass factor 181
CO2-welding 13
Cold pressure welding 55
Cold welding 55
Combined copper-flux backing 171
Complete fusion 122
Constricted arc 125
Consumable electrode 178
Consumable electrode arc welding 8
Continuous weld 71
Corner joint 59
Covered eleclrode 179
Crack 186
Crater 118
Deposited metal 120
Depth of penetration 116
Design throat thickness 85
Diffusion welding 53
Direction of welding 94
Downhill welding 101
Downward welding (in the inclined position) 103
Driving roller device 165
EHV welding 26
Edge bevelling 111
Edge displacement 203
Edge joint 62
Edge preparation 110
Electrode coating 180
Electrode holder 149
Electrode wire 173
Electron beam welding 30
Eleclroslag welding 29
Explosion welding 45
Filler metal 119
Filler wire 174
Fillet weld 59, 67
Fillet weld concavity 83
Fillet weld leg 86
Fillet weld throat thickness 84
Firecracker welding 26
Fixed molten pool support 169
Fixture 167
Flange joint 62
Flash 132
Flash butt welding 38
Flux apparatus 168
Flux backing 170
Flux cored electrode (wire) 176
Flux cushion 170
Forge welding 50
Friction welding 47
Fused flux 184
Fusion coefficient 136
Fusion welding 5
Fusion zone 123
Gap 114а
Gas pore 194
Gas-shielded arc welding 11
Gas torch 154
Gas welding 32
Gravity welding 27
Groove angle 114
Hammer welding 50
Hand arc welding 16
Hand welding 2
Hard interlayer 91
Heat affected zone 124
Heat input 139
High frequency welding 44
Initial extension 134
Injector blowpipe 155
Injector torch 155
Intermittent weld 72
Interrupted weld 72
Jig 167
Lack of fusion 196
Lap joint 60
Laser beam welding 31
Laser welding 31
Layer 80
Linear porosity 195
Local strengthening 93
Longitudinal crack 197
Low-pressure torch (blowpipe) 155
Magnetic arc blow 130
Magnetic-pulse welding 46
MAG-welding 8
Manipulator 163
Manual arc welding 16
Manual welding 2
Machinery for welding 162
Mechanical heterogeneity 89
Mechanized arc welding 17
Mechanized welding 3
Metal deposit factor 137
Micro-crack 190
MIG-welding 8
Multi-arc welding 20
Multi-electrode welding 22
Multi-pass weld 75
Multi-run weld 75
Non-consumable electrode 177
Non-cunsumable electrode arc welding 9
Non transferred arc 127
Nozzle 145
One direction welding 99
Orbital welding 108
Overlap 202
Overlap joint 60
Overlaying 6
Oxidizing flame 157
Parent metal 115
Pass 98
Plasma-arc welding 28
Point welding 41
Position pipe-welding 108
Pressure gas welding 52
Pressure welding 48
Pressure welding torch 156
Pressure welding with furnace heating 49
Projection welding 41
Pulsed arc welding 15
Relative loss jf filler metal during deposition 138
Resistance welding 36
Resistance butt welding 37, 39
Resistance-seam welding 42
Resistance-spot welding 40
Reversed polarity 129
Roll welding 51
Root concavity 192
Root face 112
Root opening 114а
Run 98
Sealing bead 75
Seam welding 42
Self-shielding wire 175
Semi-automatic arc welding machine 143
Semi-submerged arc welding 23
Shrinkage cavity 191
Site weld 78
Skip welding 100
Slag inclusion 198
Soft interlayer 90
Spatters 199
Sport weld 68
Sport weld nugget 70
Staggered intermittent weld 74
Step-back welding 95
Straight polarity 128
Submerged arc welding 10
Surface oxidation 200
Surfacing 6
Tack weld 77
T-joint 61
Tee joint 61
Thermit welding 33
TIG-welding 9
Transferred arc 126
Transverse crack 188
Twin-arc welding 19
Two-electrode welding 21
Ultrasonic welding 54
Undercut 201
Underwater arc welding 14
Uninterrupted weld 71
Uphill welding 102
Upset metal 132
Upsetting 131
Upset welding 39
Upward welding (in the inclined position) 104
Versatile welding rotator 164
Vibrating electrode arc welding 25
Water electrolytic generator 160
Weakened zone 92
Weld 65
Weldability 135
Weld bead 79
Weld convexity 82
Welded assembly 64
Welded structure 63
Welded joint 57
Weld geometry factor 87
Welling 1
Welding bath 117
Welding converter 153
Welding flux 182
Welding generator 151
Welding head 144
Welding machine 141
Welding on with pressure 35
Welding pool 117
Welding puddle 117
Welding rectifier 150
Welding set 152
Welding station 140
Welding tilter 166
Welding torch nuzzle 148
Welding tractor 146
Welding under controlled atmosphere 56
Welding wire 172
Welding with electrode inclined under acute angle 105
Welding with electrode inclined under obtuse angle 106
Welding without backing 107
Welding with pressure 34
Weld metal 121
Weld nugget 70
Weld point 69
Weld reinforcement 82
Weld root 81
Weld root gas shielding 109
Weld shape factor 87
Weld spot 69
Weldwidth 88
Worm-hole 193
(Измененная редакция, Изм. № 1).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА ФРАНЦУЗСКОМ ЯЗЫКЕ
Angle d’ouverture 114
Angle du chanfrein (de chanfreinage) 113
Arc contracté 125
Arc étranglé 125
Arc non transféré 127
Arc transféré 126
Assemblage à recouvrement 60
Assemblage en bout 58
Assemblage en Т 61
Assemblage soudé 57, 64
Bain de fusion 117
Bain de soudage 117
Bavure 132
Buse 145
Buse de chalumeau (de torche) 148
Caniveau 201
Chaîne des pores 195
Chalumeau à basse pression 155
Chalumeau à gas 154
Chalumeau à haute pression 156
Chalumeau à injecteur 155
Chalumeau (torche) de soudage à l’arc 147
Chalumeau sans injecteur 156
Chanfrein 111
Chanfreinage 110
Coefficient de dépôt (déposition) 137
Coefficient de fusion 136
Coefficient de perte en métal 138
Concavité de la racine (de la soudure) 192
Concnvité de la soudure 83
Construction soudée 63
Convertisseur de soudage 153
Cordon 79
Cordon à l’envers 76
Cordon support 76
Côte de la soudure d’angle 86
Couche 80
Couche intermédiaire douce 90
Couche intermédiaire dure 91
Cratére 118
Culbuteur de soudage 166
Débordement 202
Dénivellation des bords 203
Déposition 6
Direction de la soudure 94
Dispositif d’amenée de flux 168
Diapositif de fixation 167
Eclaboussures 199
Ecartment des bords 114a
Electrode consumable 178
Electrode eurobée 179
Electrode non consumable 177
Energie absorbée par unité de longueur 139
Enrobage de l’electrode 190
Ensemble soudé 64
Epaisseur à clin 84
Epaisseur d’une soudure en angle 84
Epaisseur nominale de la soudure 85
Equipement méchanique de soudage 162
Facteur de masse du revêtement 181
Facteur géométrique de la soudure 87
Fil (baguette) à souder 172
Fil d’apport (dc soudure) 174
Fil-électrode 173
Fil-électrode autoprotège 175
Fil fourré 176
Fil pour soudage 172
Fissure 186
Fissure longitudinale 187
Fissure ramifiée 189
Fissure transvcrsale 188
Flamme carburante 158
Flamme oxydante 157
Flux aggloméré 185
Flux céramique 185
Flux de soudage 182
Flux fondu en poudre 184
Flux pour le soudage à l’arc 183
Fusion compléte 122
Gaz de remplacement 161
Générateur d’acetylène 159
Générateur d’électrolyse aqueuse 160
Générateur de soudage 151
Groupe électrogène de soudage 152
Hétérogénéité mécanique 89
Inclusion du laitier 198
Joint à bords relevées 62
Joint à recouvrement 60
Joint d’angle 59
Joint des plaques juxtaposées 62
Joint en bout 58
Joint en Т 61
Joint soudé 57
Largeur de la soudure 88
Latte 169
Latte en cuivre et en flux 171
Lentille de soudare 70
Longueur bors-mors 134
Machine à souder 141
Machine automatique de soudage à l’arc 142
Machine semi-automatique de soudage à l’arc 143
Manipulateur à rouleaux 165
Manipulateur de soudage 163
Manipulateur universel de soudage 164
Manque de pénétration 196
Méplat 112
Métal d’apport 119
Métal de base 115
Métal de la soudure 121
Métal déposé 120
Métal refoulé 132
Microfissure 190
Monture 167
Morsure 201
Noyau de soudure 70
Oxydation superficielle 200
Passe 98
Perte de soudure 133
Point de soudure 69
Poirt soudé 69
Polarité inverse (négative) 129
Polarité normale (directe) 128
Porosité de la soudure 194
Porte-électrode 149
Positionneur 163
Poste de soudage 140
Preparation des bords 110
Procédé argonarc 12
Profondeur de pénération 116
Protection par gaz de la racine de soudure 109
Racine de la soudure 81
Raffermissement locale 93
Rechargement 6
Rechargement aver pression 35
Redresseur de soudage 150
Réfoulement 131
Retassure 191
Revétement d’électrode 180
Sens de la soudure 94
Soudabilité 135
Soudage 1
Soudage à arcs multiples 20
Soudage à courant pulsé 15
Soudage à deux arcs 19
Soudage à deux électrodes 21
Soudage à double arc 19
Soudage à froid 55
Soudnge à haute frequence 44
Soudage à la flamme 32
Soudage à la forge 50
Soudage à la molette 42
Soudage à la molette par écrasement 43
Soudage à la l’arc 7
Soudage à l’arc avec électrode consumable 8
Soudage à l’arc avec électrode non consumable 9
Soudage à l’arc avec électrode vibratoire 25
Soudnge à l’arc manuel 16
Soudage à l’arc sous argon 12
Soudage à l’arc sous flux solide 10
Soudage a l’arc sous l’eau 14
Soudage à l’arc sous protection gazeuse 11
Soudage à l’argonarc 12
Soudage aluminothermique 33
Soudage à pas de pélerin 95
Soudage ascendant 102
Soudage au galet 42
Soudage au galet par écrasiement 43
Soudage au laser 31
Soudage au plasma 28
Soudage au plasma d’arc (à l’arc plasma) 28
Soudage autogéne 32
Soudage autogéne par pression 52
Soudage automatique 4
Soudage automatique à l’arc 18
Soudage aux galets 51
Soudage avec addition de flux 23
Soudage avec électrode couchée 26
Soudage avec électrode inclinée en arrière 106
Soudagie avec électrode inclinee en avant 105
Soudage avec électrodes multiples 22
Soudage avec pression 34
Soudage CO2 13
Soudage dans un sens 99
Soudage descendant 101
Soudage descendant (en position inclinée) 103
Soudage des joints fixes 108
Soudage électroslag 29
Soudage en atmosphère contrôlée 56
Soudage en bout par résistance 37, 39
Soudage en cascade 97
Soudage fractionné 100
Soudage MAG 8
Soudage manuel 2
Soudage mécanisé 3
Soudage mécanisé à l’arc 17
Soudage MIG 8
Soudage montant 102
Soudage montant (en position inclinée) 104
Sondage orbital 108
Soudage par blocs successifs 96
Soudage par bombardement électronique 30
Soudage par bossagrs 41
Soudage par diffusion 53
Soudage par étincelage 38
Soudage par faisceau d’électrons 30
Soudage par faisceau laser 31
Soudage pur forgeage 50
Soudage par friction 47
Soudage par fusion 5
Soudage par gradin inverse 96
Soudage par gravité 27
Soudage par explosion 45
Soudage par impulsions 15
Soudage par points 40
Soudage par points a l’arc 24
Soudane par pression 48
Soudane par pression au four 49
Soudage par pulsations magnétiques 46
Soudage par résistance 36
Soudage par résistance à la molette 42
Soudage par ultrasons 54
Soudage sans support 107
Soudage sous laitier électroconducteur 29
Soudage TIG 9
Soudure 57, 65
Soudure à couches multiples 75
Soudure à plusicurs couches 75
Soudure bout à bout 66
Soudure brûlée 197
Soudure continue 71
Soudure d’angle 67
Soudure de montage 78
Soudure de pointage 77
Soudure discontinue 72
Soudure discontinue alterhée 74
Soudure discontinue symmétrique 73
Soudure en bout 66
Soudure en corniche 59
Soudure en plusieurs passes 75
Soudure intermittente 72
Soudure par points 68
Soufflage magnetique 130
Soufflure vermiculare 193
Support 169
Support de flux 170
Surépaisseur de la soudure 82
Talon 112
Tête de soudage 144
Tracteur de soudage à l’arc 146
Zone affaiblie 92
Zone de liaison 123
Zone influencée thermiquement 124
Zone thermiquement aftectée 124
(Измененная редакция, Изм. № 1).